简介

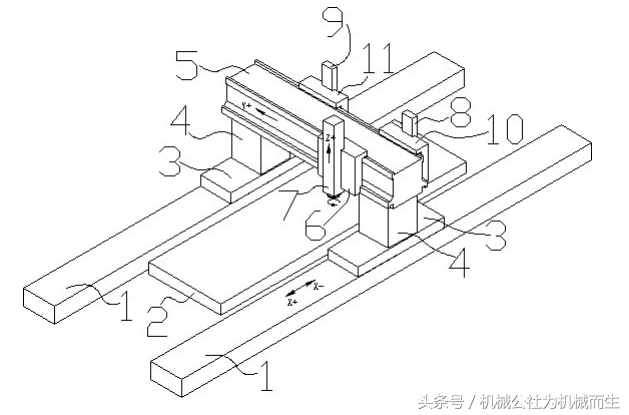
平行设置的两水平底座1,在两底座1之间固定有工作台2,每个底座1上表面平行的设有滑板3,底座1与滑板3之间的连接可以是通过设置在底座1上的齿条与设置在滑板3上的齿轮之间相互啮合连接;底座1与滑板3之间的连接还可以是通过设置在底座1上的螺母与设置在滑板3上的螺杆之间相互螺接;每个滑板3上垂直的设有立柱4,在两立柱4的上部安装有横梁5,在横梁5的X正向侧安装有铣削滑座6,在铣削滑座6上安装有铣削主轴箱7,在横梁5的X负向侧并排的安装有水平磨削滑座10和倾斜磨削滑座11,在水平磨削滑座10上安装有水平磨削主轴箱8,在倾斜磨削滑座11上安装有倾斜磨削主轴箱9;由于滑板3通过线性滑轨或静压导轨放置在底座1上,
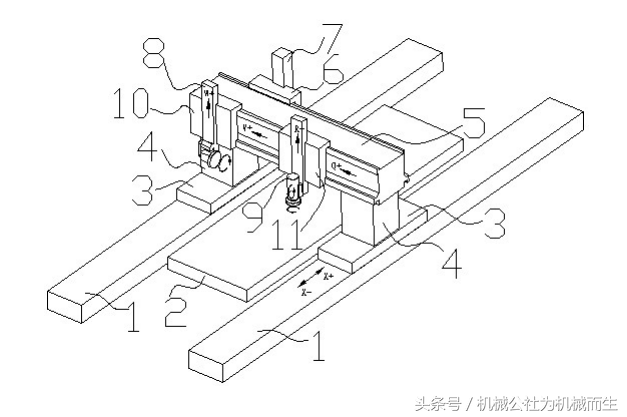
可以是齿轮齿排传动或丝杆副(螺杆)传动,实现在X向移动;又由于铣削滑座6、水平磨削滑座10和倾斜磨削滑座11分别通过线性滑轨或横梁5本体导轨面安装在横梁5上,可以是齿轮齿排传动或丝杆副(螺杆)传动,分别实现了在Z向、W向、R向移动;又由于铣削主轴箱7、水平磨削主轴箱8和倾斜磨削主轴箱9分别通过线性滑轨或主轴箱本体导轨面安装在各自的滑座上,同样可以是齿轮齿排传动或丝杆副(螺杆)传动,实现了在Z向、W向、R向移动;这样,机床在不工作状态,铣削主轴箱7在两个立柱4的任意一侧,水平磨削主轴箱8在右侧立柱4位置处,倾斜磨削主轴箱9在左侧立柱4位置处,减少非工作状态时,各滑座及主轴箱重量对横梁5的重力负荷影响;机床在工作状态,加工需要铣磨两个工序的工件时,先把工件放置在工作台2上,校正定位并装夹,铣削主轴箱7上手动或刀库自动装上刀具,对工件进行铣削,按工艺完成后,铣削主轴箱7移动到左侧立柱4位置处,然后根据工艺安排按需使用水平磨削主轴箱8或倾斜磨削主轴箱9,选用适当的砂轮进行研磨;实现了能够同时在一台机床上实现了铣削功能和磨削功能,工件一次装夹,可以依次完成铣削加工及磨削加工,不仅可以减少工序而且提高加工精度的效果。

通过在两底座1之间固定有工作台2,每个底座1上表面平行的设有滑板3,每个滑板3上垂直的设有立柱4,在两立柱4的上部安装有横梁5,在横梁5的X正向侧安装有铣削滑座6,在铣削滑座6上安装有铣削主轴箱7,在横梁5的X负向侧并排的安装有水平磨削滑座10和倾斜磨削滑座11,在水平磨削滑座10上安装有水平磨削主轴箱8,在倾斜磨削滑座11上安装有倾斜磨削主轴箱9;由于滑板3通过线性滑轨或静压导轨放置在底座1上,可以是齿轮齿排传动或丝杆副(螺杆)传动,实现在X向移动;又由于铣削滑座6、水平磨削滑座10和倾斜磨削滑座11分别通过线性滑轨或横梁5本体导轨面安装在横梁5上,可以是齿轮齿排传动或丝杆副(螺杆)传动,分别实现了在Z向、W向、R向移动;又由于铣削主轴箱7、水平磨削主轴箱8和倾斜磨削主轴箱9分别通过线性滑轨或主轴箱本体导轨面安装在各自的滑座上,同样可以是齿轮齿排传动或丝杆副(螺杆)传动,实现了在Z向、W向、R向移动;这样,机床在不工作状态,铣削主轴箱7在两个立柱4的任意一侧,水平磨削主轴箱8在右侧立柱4位置处,倾斜磨削主轴箱9在左侧立柱4位置处,减少非工作状态时,各滑座及主轴箱重量对横梁5的重力负荷影响;机床在工作状态,加工需要铣磨两个工序的工件时,先把工件放置在工作台2上,校正定位并装夹,铣削主轴箱7上手动或刀库自动装上刀具,对工件进行铣削,按工艺完成后,铣削主轴箱7移动到左侧立柱4位置处,然后根据工艺安排按需使用水平磨削主轴箱8或倾斜磨削主轴箱9,选用适当的砂轮进行研磨;实现了能够同时在一台机床上实现了铣削功能和磨削功能,工件一次装夹,可以依次完成铣削加工及磨削加工,不仅可以减少工序而且提高加工精度的效果。
机械公社——为机械而生