
一、X62W万能铣床电气控制线路的PLC改造的硬件设计
1、X62W铣床PLC控制系统的分析
根据实际情况,在铣床的电气改造过程中,保留原有的机械操作不变,将原来继电器控制的线路用PLC控制系统取代。按照PLC控制系统设计的一般步骤,X62W铣床PLC控制系统属于典型的单机控制系统,输入/输出信号均为开关控制量,一般的继电器输出型PLC就可以满足控制上的要求,又由于X62W铣床不属于大型机床,输入信号传输距离不大,控制电路比较集中,不必采用单独的控制柜来安装电器元件。
2、PLC的选型、I/O分配表、外部接线图
1)选型:
经过对X62W万能铣床的控制系统进行详细的分析可知,该系统需要输入点数为16点,输出点数为7点,根据输入输出口的数量,可选择三菱FX2N—32MR型PLC。
2)I/O分配表:
输入输出点数及地址
序号
输入器件
输入地址
序号
输出器件
输出地址
1
SB1、SB2主轴启动
X0
1
EL照明
Y0
2
SB3、SB4快速进给
X1
2
KM1主轴启动
Y1
3
SB5-1、SB6-1制动
X2
3
KM2主轴启动
Y2
4
SB5-2、SB6-2制动
X3
4
KM3M2正转
Y3
5
SA1换刀开关
X4
5
KM4M2反转
Y4
6
SA2圆工作台开关
X5
6
YC1主轴制动
Y5
7
SA4照明开关
X6
7
YC3快速进给
Y6
8
SQ1主轴冲动
X7
9
SQ2进给冲动
X10
10
SQ3-1、SQ5-1
X11
11
SQ3-2、SQ4-2
X12
12
SQ4-1、SQ6-1
X13
13
SQ5-2、SQ6-2左右进给
X14
14
FR1热保护触点
X15
15
FR2热保护触点
X16
16
FR3热保护触点
X17
3)外部接线图:
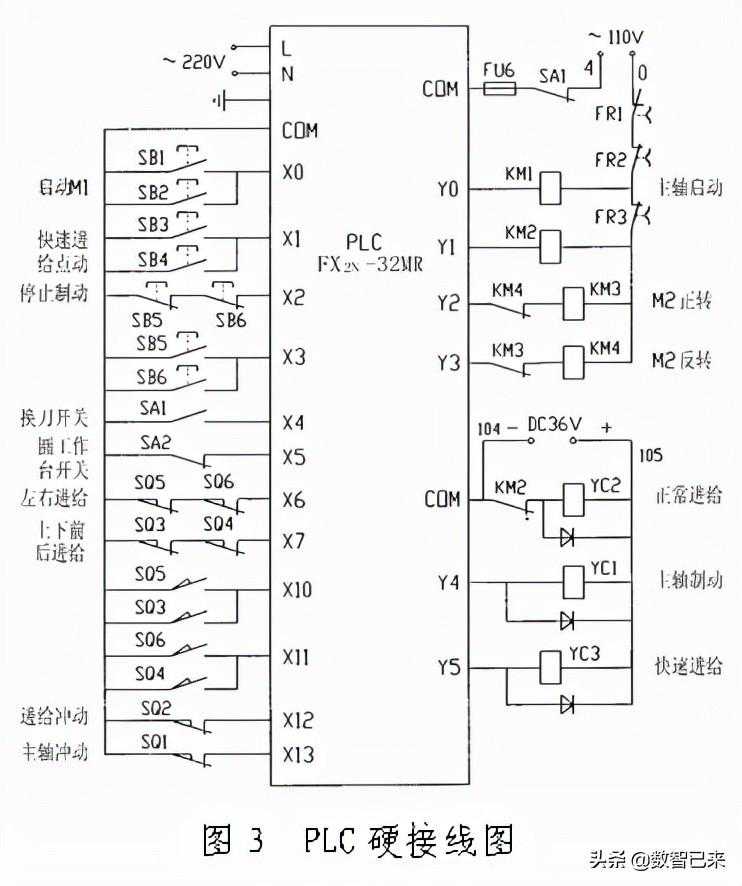
二、X62W万能铣床电气控制线路的PLC改造的软件设计
1、plc梯形图
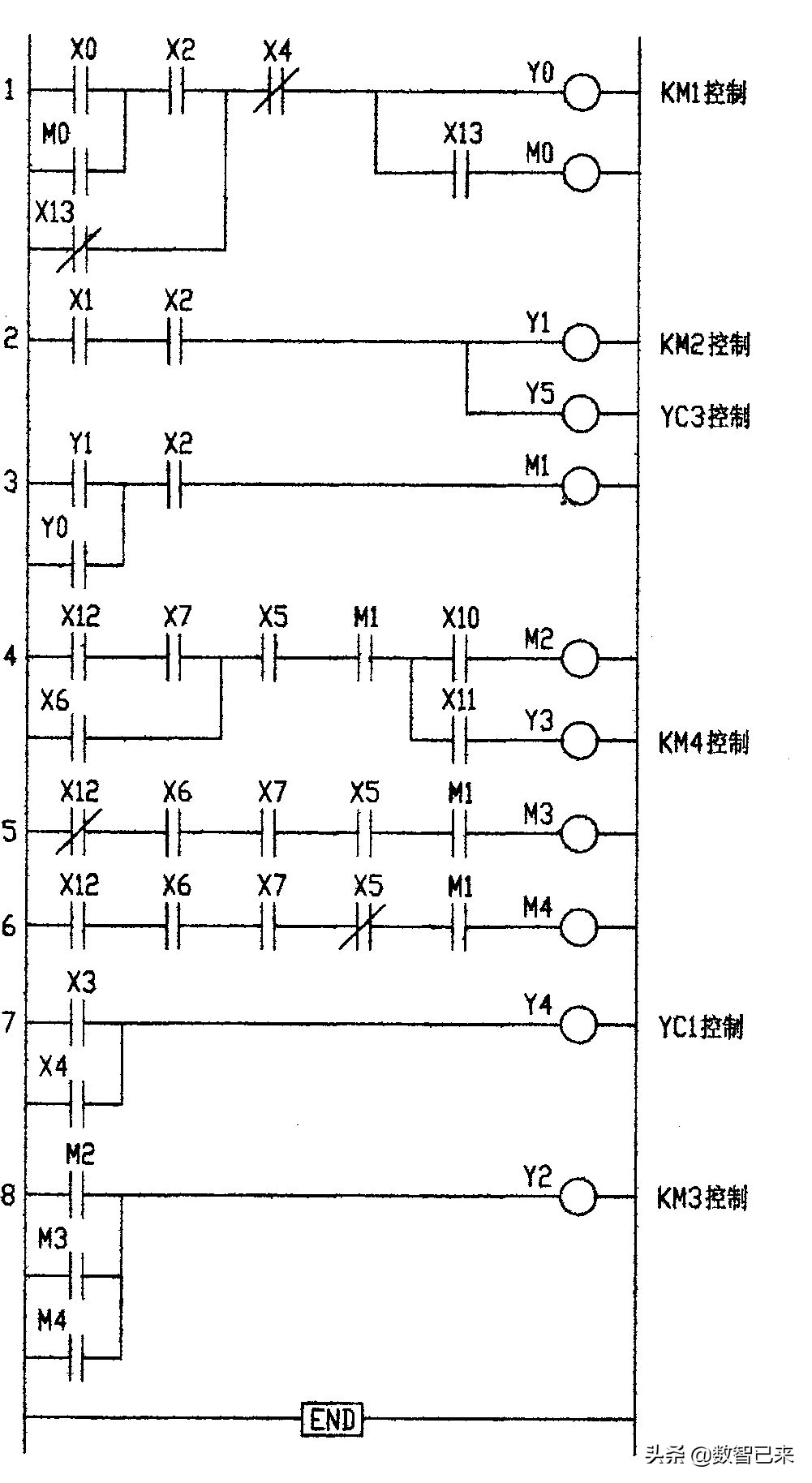
2、梯形图控制分析
根据X62W万能铣床的控制要求,设计该电气控制系统的PLC控制梯形图,如上图所示。该程序共有8条支路,反映了原继电器电路中的各种逻辑内容。
在第1支路中,因SQ1和SB5、SB6都采用常闭触头分别接至输入端子X13、X2,则X13、X2的常开触点闭合,按下启动按钮SB1或SB2时,X0常开触点闭合,Y0、M0线圈得电并自锁,
第3支路中Y0常开触点闭合,辅助继电器M1线圈得电,其常开触点闭合,为第4支路以下程序执行做好准备,保证了只有主轴旋转后才有进给运动。Y0的输出信号使主轴电动机M1启动运转。当按停止按钮SB5或SB6时,X2常开触点复位,Y0线圈失电,主轴惯性运转,同时X3常开触点闭合,Y4线圈得电接通电磁离合器YC1,主轴制动停转。
第2支路表达了KM2及YC3的工作逻辑,当按下快速移动按钮SB3或SB4时,X1常开触点闭合,则Y1及Y5线圈得电,KM2常闭触头断开,电磁离合器YC2失电,YC3得电,工作台沿选定方向快速移动;松开SB3或SB4则YC2得电,YC3失电,快速移动停止。
第4、5、6、8支路表达了工作台六个方向的进给、进给冲动及圆工作台的工作逻辑关系。当圆形工作台转换开关SA2动作,4、5支路中X5的常开触点分断,第6支路中X5常闭触头复位,M4及Y2线圈得电,使KM3得电,电动机M2启动,圆形工作台旋转;当SA2复位时,M4、Y2线圈失电,圆形工作台停止旋转。左右进给时,SQ5或SQ6被压合,X6常开触点复位,第5、6支路被分断,而X10或X11常开触点闭合,M2(其常开触点使Y2线圈得电)或Y3线圈得电,电动机M2正转或反转,拖动工作台向左或向右运动。同样,工作台上下、前后进给时,SQ3或SQ4被压合,X7常开触点复位,第5、6支路被分断,M2或Y3线圈得电,电动机M2正转或反转,拖动工作台按选定的方向(上、下、前、后中某一方向)作进给运动。该程序及PLC的硬接线不仅保证了原电路的工作逻辑关系,而且具有各种联锁措施,电气改造的投资少、工作量较小。