1、铣削基本加工方法
铣削基本加工包括:
先进铣削加工包括:
3、铣削加工策略的定义:1.普通加工:
是普通用途的加工策略。切削宽度与切削深度比率可以各不相同,取决于工序的类型。
刀具特性:刀具拥有相对较长的切削刃和较小的芯部直径,在精度上没有很高要求。
机床要求:无特别要求。
应用领域:具有基本的CNC技术,高难度的先进加工方法不可行;金属切除率只能达到一般的水平;应用领域通常包括小批量规模以及宽范围的材料。
2.高速加工:
是结合使用小的径向切削深度、高的切削速度与进给速度的加工策略;根据采用的方法、可达到很高的材料切除率和较低的Ra值。这个策略的典型特征是切削力低、传递到刀具和工件上的热量少、毛刺的形成减少和工件的尺寸精度高;在高速加工下,使用比普通加工更快的切削速度,可以达到高金属切除率与好的表面粗糙度。
3.高性能加工:
是一种能够达到非常高的金属切除率的加工策略。这种策略的典型特征在于切削宽度是Dc的1倍,且切削深度是Dc的1~1.5倍,取决于工件材料;在高性能加工下,使用比普通加工切屑负载高得多的加工方式,能够达到极高的金属切除率。
4.高进给加工:
是一种由整个刀具直径满刃切削和小切深结合的高进给加工策略。在高进给加工下,能够通过使用比普通加工更快速的进给速度,以达到高金属切除率与好的表面粗糙度。
5.微加工:
是一种使用极小的刀具直径的加工策略。
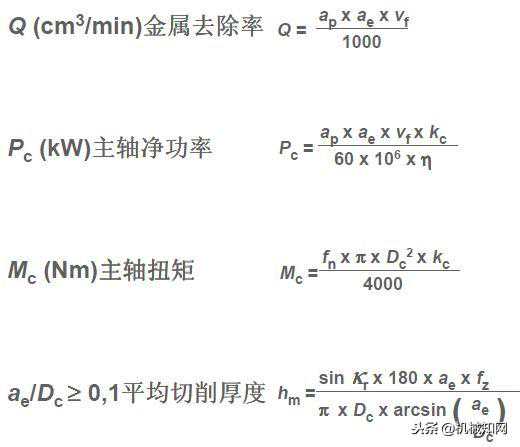
4铣削参数及计算公式:
切削参数计算公式:
5、铣削总结:1.检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具的悬伸尽可能短;
2.铣刀的齿数适中,以确保在加工时没有太多的刀片同时和工件啮合而引起振动。铣削狭窄工件或型腔时要有足够的刀片和工件啮合;
3.合适的每齿进给量,以便在切屑足够厚时获得好的切削效果从而减少刀具磨损。采用正前角槽型刀片,从而获得平稳的切削效果以及最低的功率;
4.适合于工件宽度的铣刀直径;
5.正确的主偏角(45度适合于一般铣削);
6.合适的铣刀位置;
7.仅在必要时用切削液,干铣通常刀具寿命会更好。