P-2200高压泥浆泵是一种新型高压泥浆泵,由我们公司生产并出口到美国、俄罗斯等国家,该泵采用三缸单作用往复式活塞泵的设计,能够在高达51.7MPa的高压环境下正常进行钻井作业。
它具有2200马力的高功率,能够适应深海钻井的要求,该泵具有排量大、功率强、工作压力高等优点,因此深受油田用户的欢迎。
高压泥浆泵主要用于钻井过程中的泥浆循环,在钻进过程中,泥浆泵通过地面阀门组、高压管汇、高压软管、水龙头和钻杆柱中心孔,以所需的工作压力将冲洗液体注入井下,用于冲洗井底、携带岩屑、清洗钻具、冷却钻头、加固井壁和平衡地层压力等。
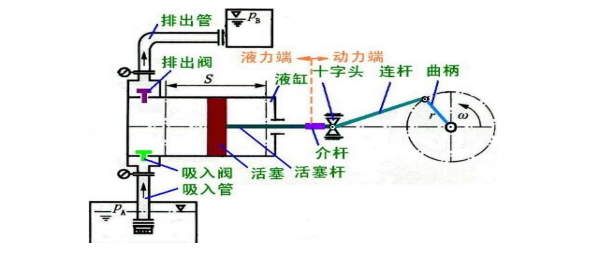
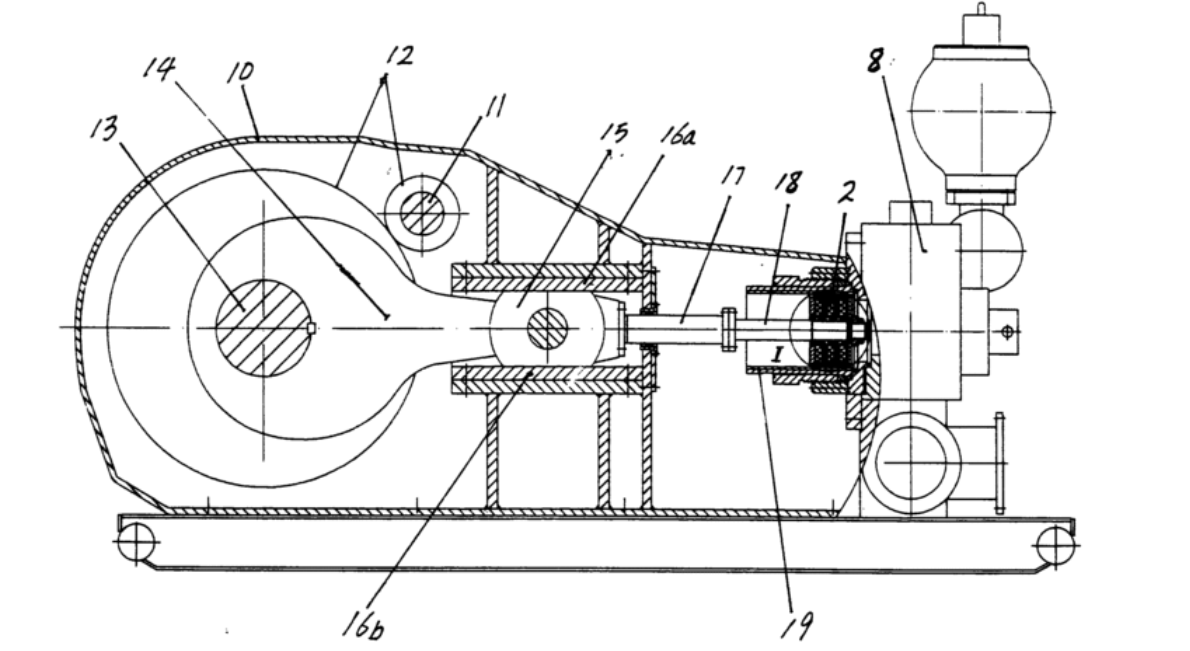
P-2200高压泥浆泵采用皮带和齿轮传动方式来驱动泵的传动轴旋转,当曲柄以一定的角速度开始旋转时,活塞进行往复运动,液缸内的液体经历吸入和排出两个过程。
在吸入过程中,液缸内的液体形成负压,泥浆罐中的液体在液面受大气压的作用下,推开泥浆泵的吸入阀,液体就会进入液缸内,直到活塞移动到最左端的位置,完成泵的吸入过程。
在排出过程中,活塞开始向右移动,液缸内的液体受到挤压,压力升高,因此,吸入阀关闭,排出阀受到压力挤开,液体被活塞推出,并通过排出阀和排出管排出。
活塞不断进行往复运动,通过这一过程将液体增压,高压泥浆被输送到井底通过循环系统中的高压管,用于冷却钻头、清洁井底、破碎岩石、携带岩屑和平衡地层压力等工作,为钻机提供动力。
国内泥浆泵机壳的原加工工艺主要有以下几种方法,利用落地镗尾座和镗杆进行加工,这种方法存在一些问题,如找正困难、操作者经验影响大、机壳导板孔精度不易控制、各轴孔之间的形位公差难以保证,导致成品率低,尽管不需要购买专用设备,投资较少,但目前仍在一些中小企业中使用。
辽河石油装备制造总公司采用大型数控动梁龙门铣床进行机壳导板孔的加工,然而,由于导板孔长度较大,受到机壳结构的限制,必须分别从液力端和动力端使用窄直角铣头进行孔加工。
虽然该方法增加了工装设备,改善了加工质量,但仅解决了机壳导板孔的加工问题,没有解决传动轴孔和曲轴孔的形位公差难以保证的问题。

而泥浆泵机壳原加工工艺,则是利用普通机床与专用组合机床相配合,设计专用工装来弥补机床的不足,该方法通过合理解决钻用组合镗床镗套、镗孔工具和定位等难题,考虑了机壳加工表面粗糙度要求的有效保证。
镗套采用压配式油杆结构,使用铜材料,并在镗套内孔设计油槽以解决润滑问题,从而提高切削速度,确保机壳粗糙度符合要求。
同时,在镗套设计轴承结构时,内孔带有键,与长镗杆上的键槽配合,带动镗套旋转,获得较高的回转精度,有效减小机床和镗杆的振动,确保机壳的加工精度。

一种是泥浆泵机壳新加工工艺的设计原则,机壳加工工艺设计必须保证可靠的达到机壳产品图纸的各项要求,达到高质量、高生产效率的效果,并能减少刀具和工时的消耗,达到节约成本的目的。
尽可能的集中精加工工序,采用一次定位和装夹,完成工件重要部位的精加工,提高工件的产品质量,努力减轻操作工的劳动强度,并提供良好的工作条件,最终安全、可靠的完成泥浆泵机壳的加工,为产品后序装配顺利进行提供可靠的保障。
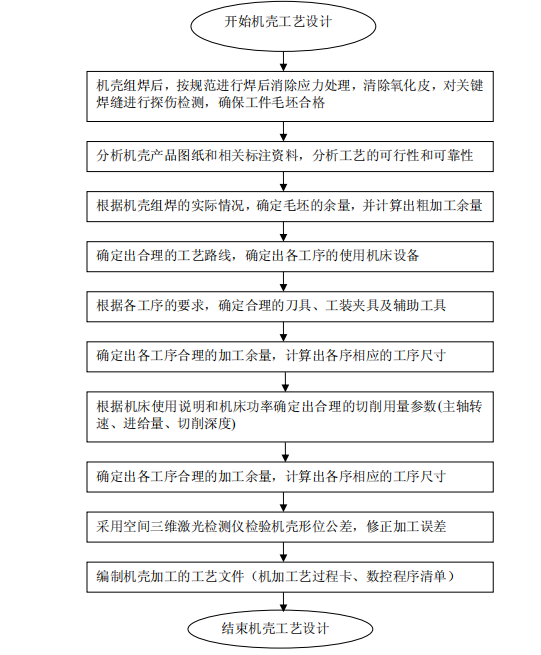
另一种是泥浆泵机壳新加工工艺的设计流程及方法,其主要内容是,分析机壳图纸及相关的标准资料,分析各尺寸链、公差及相互关系,加工不同部位,安装相应的工装,综合考虑生产率、表面粗糙度、材料的因素。
确定合理的加工余量,制定出各工序的工艺路线,确定出机床、刀具、量具及辅助工具,并编写出工艺文件。
目前我公司拥有6台各类机壳加工设备,用于机壳的粗加工和半精加工,此外,我们还使用五面龙门镗铣床进行机壳的精加工,以有效保证机壳主要加工部位的形位公差。
这些设备在机壳加工过程中起到重要作用,可以进行粗加工和半精加工,用于初步形成机壳的形状和尺寸,而五面龙门镗铣床则具备精密的加工能力,能够对机壳的关键部位进行精确加工,以满足产品的形位公差要求。
通过充分利用这些设备,我们可以实现机壳加工的多个工序,包括底面加工、曲轴孔加工、轴承座加工、滑道孔加工等,不同设备的组合应用可以提高加工效率和加工质量,确保机壳的精度和一致性。
同时,为了进一步提升加工效率和质量,我们需要优化工艺流程,合理安排设备的使用顺序和刀具的选择,确保每一道工序都能得到有效控制和监测,通过有效的工艺管理和设备维护,我们可以最大程度地发挥这些设备的潜力,提高机壳加工的效率和质量,满足客户的需求。
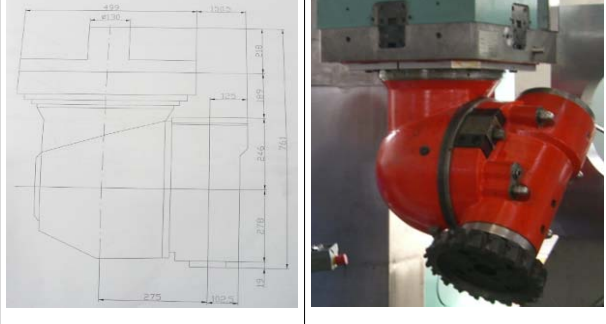
数控五面龙门镗铣床是机壳生产线中的主要组成部分,该机床采用数控系统、电柜和冷却装置,具有四个坐标轴进给的数控龙门镗铣床,其中三个坐标轴可以联动。
机床进给采用全闭环纯电系统,并且各坐标采用金属光栅尺进行检测,机床传动采用交流无级调速的滑枕镗铣头,主轴配有自动拉刀装置,采用蝶形弹簧拉紧的方式,可以自动将各种刀具拉紧在主轴上,
刀具的松开采用液压松开的方式,滑枕镗铣头装有附件铣头的自动夹紧机构,即在装在滑枕端面四角位置上的四组拉爪借助于蝶形弹簧和液压缸将附件铣头夹紧,附件铣头安装在滑枕镗铣头下端面上,可以进行4×90°转位加工,自动加工工件四个侧面的平面和孔,横梁进给采用双边检测装置。
为了提高机壳的生产效率和加工精度根据机壳不同的加工面和孔采用不同的刀具系统,为提高机壳的生产效率和加工精度,机壳的精加工采用涂层刀片,刀杆必须有足够的刚性、强度,加工不同部位,选择不同的刀具系统。
再用拉钉固定在滑枕铣头端面,具有4×90°转位,端铣刀最大直径Φ315mm,可加工机壳的斜面;大直角铣头用拉钉固定在滑枕铣头端面,具有4×90°转位分度功能,端铣刀最大直径Φ315mm,可加工机壳零件外侧面和端面。
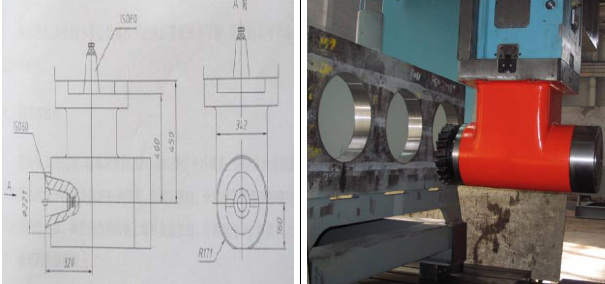
加长直角铣头用拉钉固定在滑枕铣头端面,旋转运动从滑枕铣头主轴经过拨块传动给加长直角铣头,主要加工机壳的滑道孔,窄直角铣头用拉钉固定在滑枕铣头端面,旋转运动从滑枕铣头主轴经过拨块传动给窄直角铣头,可加工框形零件的内外侧面和端面,主要加工机壳隔板面。

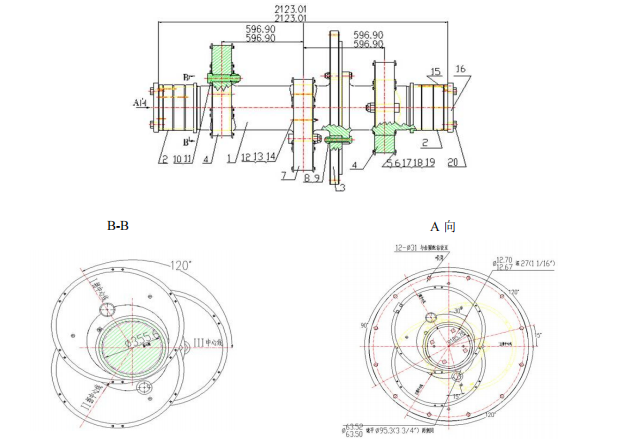
目前,曲轴加工的新技术主要包括钻质量中心孔技术、车拉技术、圆角深滚压技术和外圆滚磨技术,P-2200泥浆泵锻造曲轴总成由曲柄、大法兰盘、偏心轮和轴套等零件镶嵌在一起。
曲轴总成是泥浆泵最关键的部件之一,其受力极其复杂,加工精度要求高,加工难度大,并且对材料的要求也很高,任何缺陷都是不允许的,且不允许进行补焊,与普通曲轴加工不同,其加工方法主要分为曲柄的加工和镶嵌在一起的整体加工。
曲柄加工的难点在于三个内开档中大园弧,粗糙度要求高,R圆角成形必须标准,这很难保证精度要求,在锻造曲轴总成镶嵌之后的加工中,由于曲拐偏心,在卧式车床上加工,安装和找正比较麻烦,加工效率低。
曲柄的加工图最早采用的曲柄加工方法是对各个开档的圆弧分别进行接刀加工,但接刀处难以控制,容易留下痕迹,需要通过滚压成形来实现R圆角,在锻造曲轴的加工中,国内许多企业都是在卧式车床上完成加工的,
加工偏心曲拐的过程中,先将曲轴安装在卡盘上,再将待加工偏心曲拐的回转中心调整到机床主轴的回转中心,为了克服曲轴质量中心偏离机床主轴回转中心带来的不平衡问题,需要对机床卡盘进行配重。
然而,配重后很难保证动平衡,这会导致加工精度低,同时也消耗更多的机床功率,工作效率也低下,还有一些公司将锻造曲轴的加工安排在立式车床上进行加工。
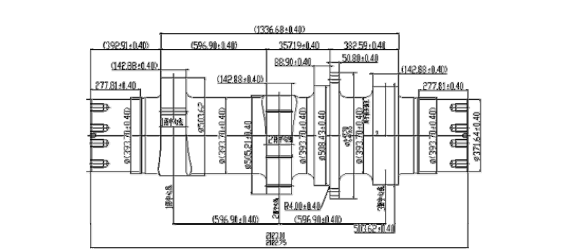
经过多次的加工测试和质量检测,采用上述原始加工方法的数据表明,在检测中,R接刀处的粗糙度超差,粗糙度值为,达不到图纸要求的粗糙度值,曲拐Φ505.21±0.4和Φ503.62±0.4也容易超差,因此,需要采用更加精密的加工方法,以提高曲轴的加工精度和质量。
综合国内外曲轴加工现状,考虑到P2200泥浆泵锻造曲轴由曲柄、偏心轮、法兰盘和轴套等组装而成,加工周期长,工序多,批量大,曲轴体积庞大,曲柄加工量大,需要高精度加工,特别是三处内开档中的大圆弧和R圆角成形要求非常高。
针对原工艺实施中存在的问题,采取卧式车床和立式车床相结合的加工方法,经过多次试验和分析,发现曲柄的重量相对较小,因此采用卧式车床加工最为适合,将待加工偏心曲拐的回转中心调整到机床主轴的回转中心,并进行少量配重,以保证加工精度。
为了提高加工效率和质量,优化了刀杆、刀具、对刀、接刀等方面,并形成最佳编程接刀方法,以保证R圆弧的光滑过渡,接刀处没有痕迹,并减少滚压工序,提高了生产效率。
在4030数控卧式车床上,采用整体接刀法和优化程序,仅用两个程序即可完成加工,生产效率提高了20%,减轻了工人的劳动强度,这种方法解决了加工中的疑难问题,提高了生产效率,保证了产品质量。
同时,将这种数控加工接刀程序推广到HT200×80/20和CM61200两台数控卧式车床上,取得了良好的效果,使加工手法和生产过程得到了优化和升级。
锻造曲轴总成的加工是在将轴套、曲柄、法兰盘和偏心轮组装后进行的,加工过程中,在CW61200机床上进行同心圆的精加工,在SC2500机床上使用曲轴偏心车胎进行偏心圆的加工,为了提高加工效率和精度,设计了适用于立车的专用工装胎具。
在立车上,使用高、低胎具进行配合加工,这些胎具的定位基准均为锻造曲轴大法兰盘的止口和外圆,使用低胎加工曲轴总成的I拐和II拐,使用高胎加工III拐,这种工装有效减小了工件因调头产生的定位误差,有效保证了工件各部分的加工精度。
目前,在油田的大功率、高压作业条件下,P-2200高压泥浆泵的冲程较长、排量大、功率大、工作压力高,要求泥浆泵具备高性能和高可靠性,制造难度大、制造工艺技术水平要求高。
然而,高压泥浆泵的制造工艺技术方面的资料较少,导致在油田钻井作业过程中,出现了泥浆泵阀座提前失效、缸套与活塞偏磨、液缸因渗漏刺坏等问题,导致泥浆泵停止工作,造成了停工损失和风险损失。
在产品装配过程中,泥浆泵冲程找正困难,在产品出厂前的批量试车工程中,导板和十字头出现严重拉伤的问题,造成十字头和导板的损坏,并且主轴承发烧的问题也严重影响了泥浆泵的按期交货。
经过多次试验对比验证,锻造曲轴加工的最佳途径是采用卧式车床和立式车床相结合的加工方法。
通过设计高、低胎具,有效保证了工件的加工精度,降低了安装找正的难度,减轻了工人的劳动强度,同时提高了加工效率,经过检测,各尺寸公差都符合图纸的要求,这种方法值得推广应用。