(报告出品方/作者:天风证券,朱晔)
加工精度优势显著,细分领域高专精度磨削加工精度高,磨床广泛用于零件表面精加工
磨削指用磨料/磨具切除工件上多余材料的精加工方法:因磨削加工对各种工件材料和各种几何表面具有广泛适应性,被广泛应用于机械制造行业;根据工件被加工表面的形状和砂轮与工件之间的相对运动,磨削加工分为外圆磨削、内圆磨削、平面磨削等几种加工类型。磨削加工精度高:磨削加工精度方面显著优于车、镗、铣等,表面粗糙度可达~0.01,其中精密磨削表面粗糙度为0.16~0.04m;超精密磨削表面粗糙度为0.04~0.01m;镜面磨削表面粗糙度可达0.01m以下。
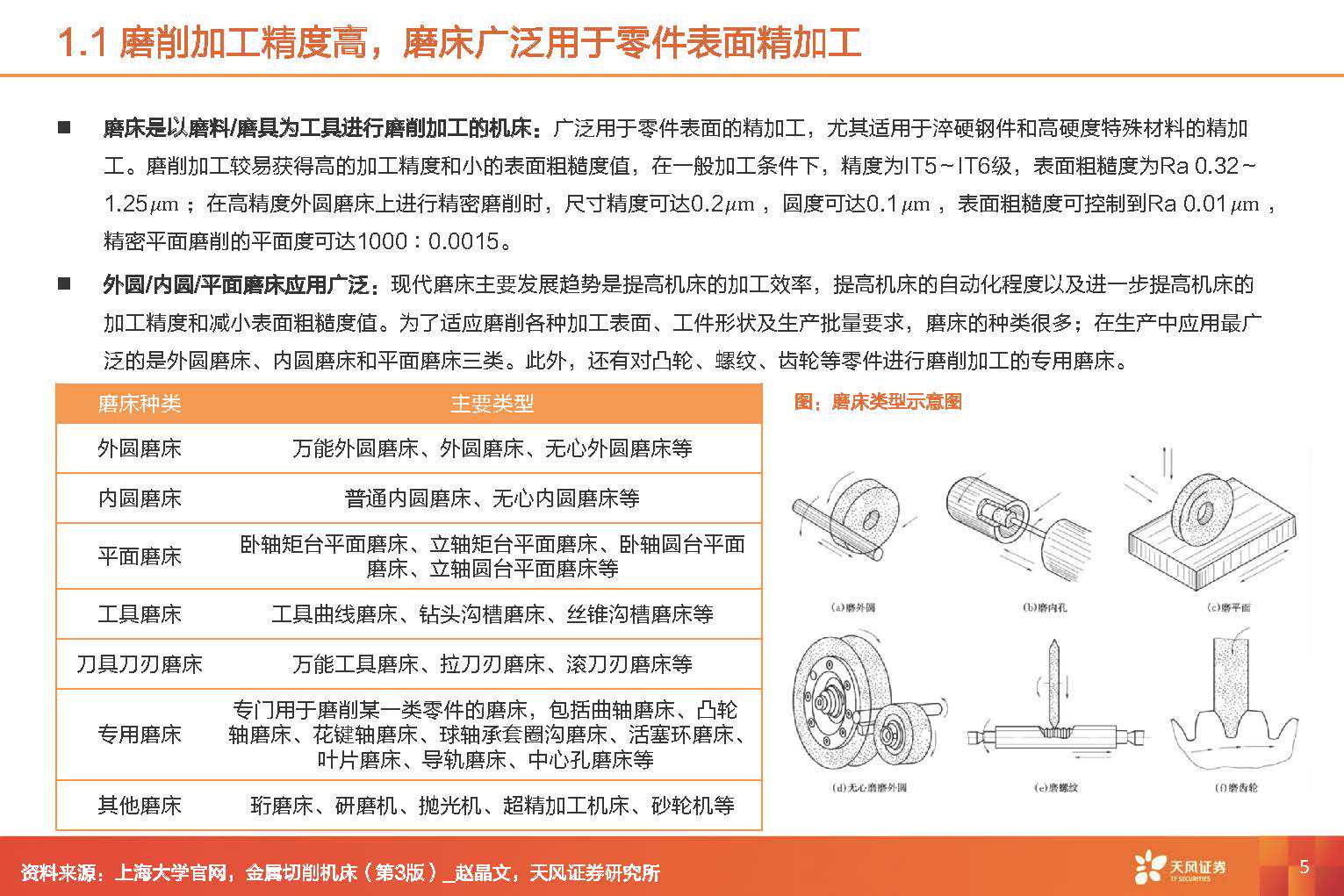
磨床是以磨料/磨具为工具进行磨削加工的机床:广泛用于零件表面的精加工,尤其适用于淬硬钢件和高硬度特殊材料的精加工。磨削加工较易获得高的加工精度和小的表面粗糙度值,在一般加工条件下,精度为IT5~IT6级,表面粗糙度为~1.25m;在高精度外圆磨床上进行精密磨削时,尺寸精度可达0.2m,圆度可达0.1m,表面粗糙度可控制到,精密平面磨削的平面度可达1000∶0.0015。
外圆/内圆/平面磨床应用广泛:现代磨床主要发展趋势是提高机床的加工效率,提高机床的自动化程度以及进一步提高机床的加工精度和减小表面粗糙度值。为了适应磨削各种加工表面、工件形状及生产批量要求,磨床的种类很多;在生产中应用最广泛的是外圆磨床、内圆磨床和平面磨床三类。此外,还有对凸轮、螺纹、齿轮等零件进行磨削加工的专用磨床。
外圆磨床:机械加工重要手段,适应范围较广
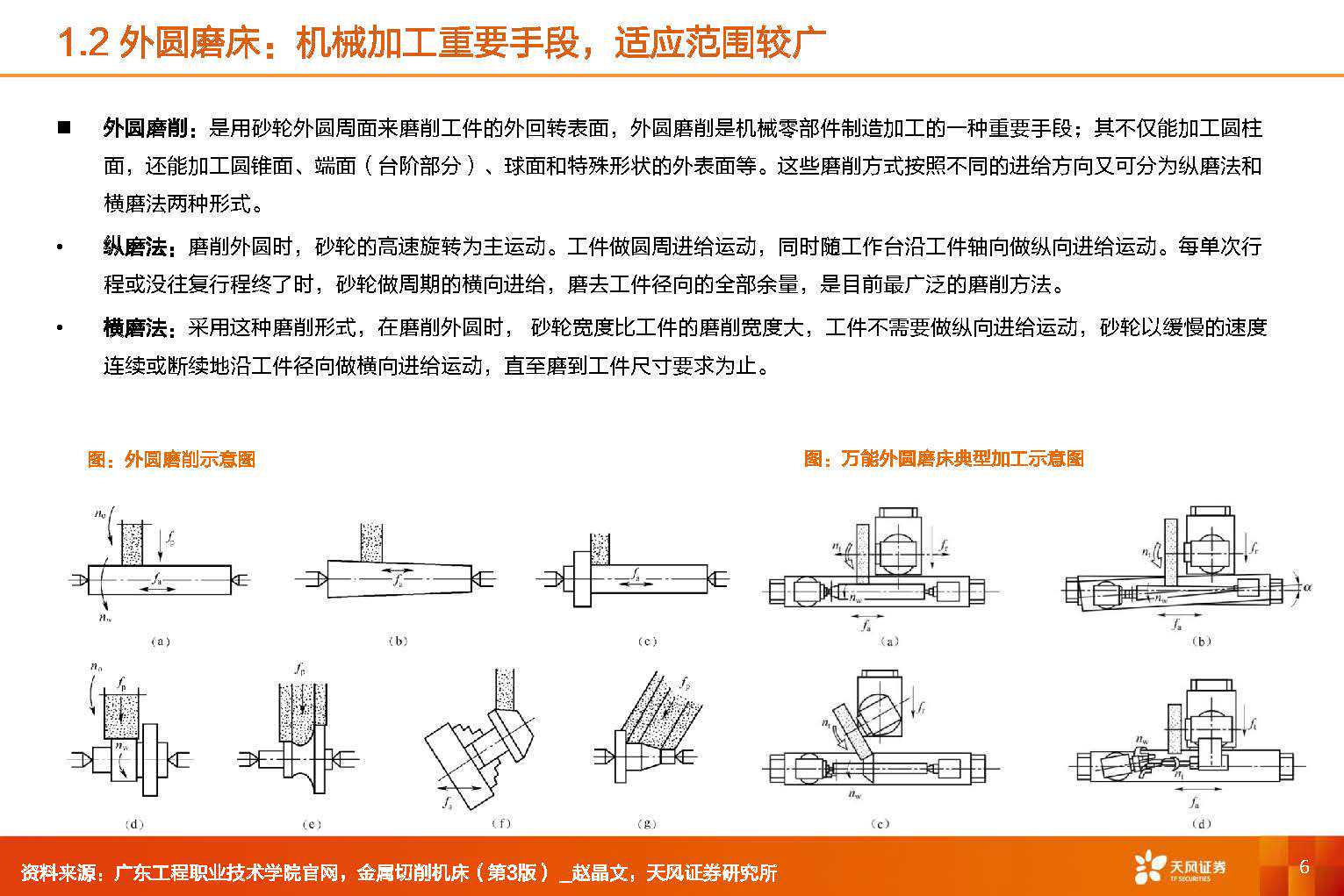
外圆磨削:是用砂轮外圆周面来磨削工件的外回转表面,外圆磨削是机械零部件制造加工的一种重要手段;其不仅能加工圆柱面,还能加工圆锥面、端面(台阶部分)、球面和特殊形状的外表面等。这些磨削方式按照不同的进给方向又可分为纵磨法和横磨法两种形式。纵磨法:磨削外圆时,砂轮的高速旋转为主运动。工件做圆周进给运动,同时随工作台沿工件轴向做纵向进给运动。每单次行程或没往复行程终了时,砂轮做周期的横向进给,磨去工件径向的全部余量,是目前最广泛的磨削方法。横磨法:采用这种磨削形式,在磨削外圆时,砂轮宽度比工件的磨削宽度大,工件不需要做纵向进给运动,砂轮以缓慢的速度连续或断续地沿工件径向做横向进给运动,直至磨到工件尺寸要求为止。
内圆磨床:磨削直径较小,用于加工内表面
内圆磨削主要用于磨削内圆柱面、内圆锥面及端面等:其用砂轮磨削工件内孔的磨削方式称为内圆磨削,可以在专用的内圆磨床上进行,也能够在具备内圆磨头的万能外圆磨床上实现。内圆磨削可以分为普通内圆磨削、无心内圆磨削和砂轮做行星运动的磨削方式。与外圆磨削相比,内园磨削主要有下列特征:①加工部位:所加工工件的形状基本类似,大多都是用来磨削加工圆柱、圆锥等形状的工件;不同的是磨削加工工件的部位,内圆磨床主要用来磨削加工工件的内表面,而外圆磨床主要用来磨削加工工件的外表面。②砂轮尺寸:内圆磨床的磨削直径通常会比较小,因为受到工件孔径的约束,所以为了确保工件的加工质量,内圆磨床使用的砂轮会比较软,并且会比较小;而外圆磨床的砂轮尺寸要比内圆磨床的砂轮大很多,并且形状基本都是圆形。③磨削方法:外圆磨床又纵磨、横磨、深磨及混合磨四种方法;而内圆磨床的磨削方法只有纵磨法和横磨法,纵磨适合磨削加工通孔和不通孔,横磨法适合磨削加工长度较短的工件。
平面磨床:周磨法适用于精磨,端磨法适用于粗磨
平面磨床主要用于磨削工件上的平面:磨平面时,一般是以一个平面为基准磨削另一个平面。若两个平面都要磨削且要求平行时,则可互为基准,反复磨削。平面磨削常用的方法有两种:一种是用砂轮的周边在卧轴矩形工作台平面磨床上进行磨削,即周磨法(左a和b);另一种是用砂轮的端面在立轴圆形工作台平面磨床上进行磨削,即端磨法(左c和d)。
周磨法适用于精磨,端磨法适用于粗磨:用周磨法磨削平面时,砂轮与工件接触面积小,排屑和冷却条件好,工件发热变形小,而且砂轮圆周表面磨损均匀,所以能获得较好的加工质量,但磨削效率较低,适用于精磨。用端磨法磨削平面时,刚好和周磨法相反,它的磨削效率较高,但磨削精度较低,适用于粗磨。
珩磨机:擅长加工高精度孔,使用寿命较久
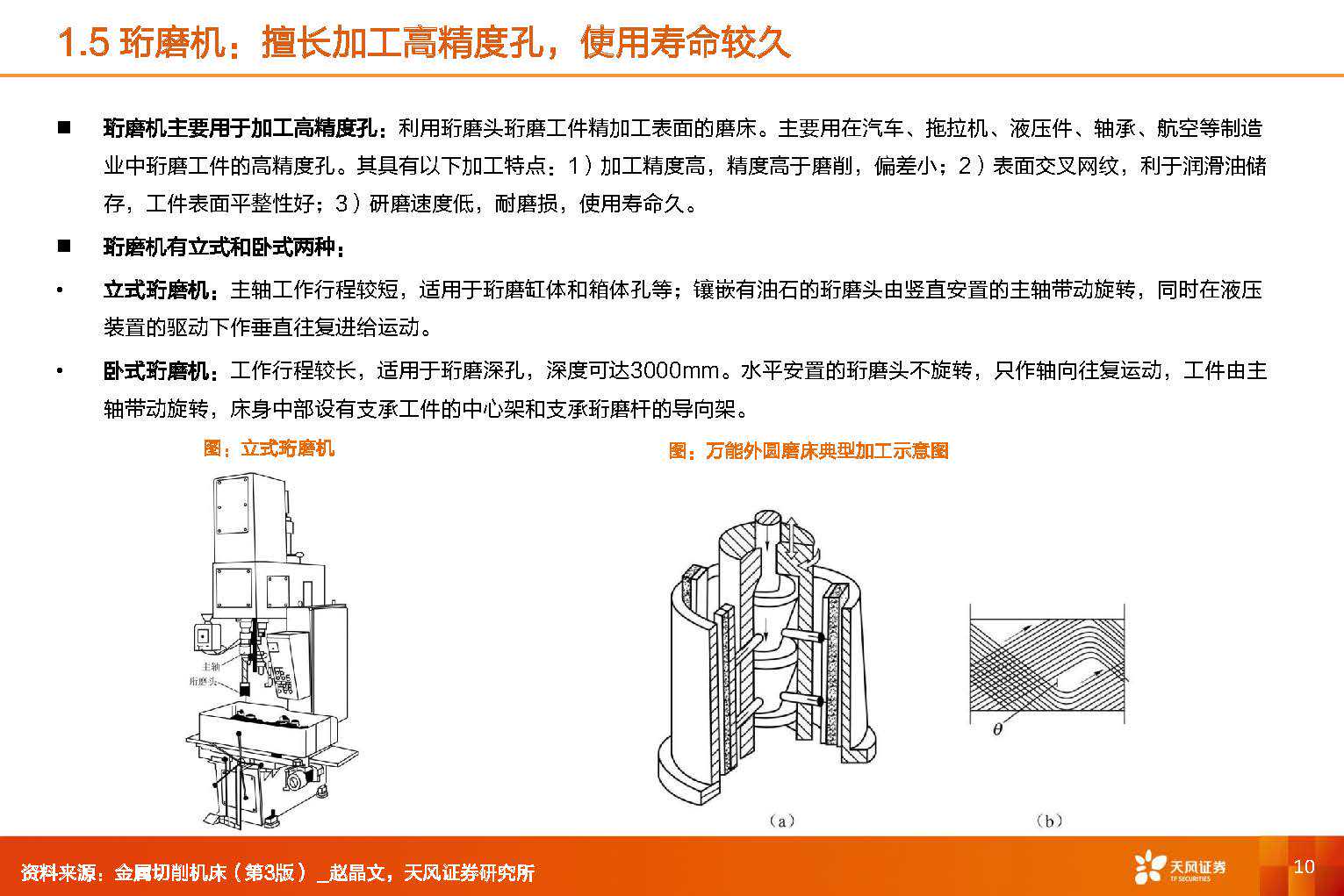
珩磨机主要用于加工高精度孔:利用珩磨头珩磨工件精加工表面的磨床。主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的高精度孔。其具有以下加工特点:1)加工精度高,精度高于磨削,偏差小;2)表面交叉网纹,利于润滑油储存,工件表面平整性好;3)研磨速度低,耐磨损,使用寿命久。珩磨机有立式和卧式两种:立式珩磨机:主轴工作行程较短,适用于珩磨缸体和箱体孔等;镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动。卧式珩磨机:工作行程较长,适用于珩磨深孔,深度可达3000mm。水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。
超精密磨削:高精密、高效率和低成本
磨削加工一般分为普通磨削、精密磨削、高精密磨削和超精密磨削加工:精密磨削主要靠精密磨床的精度保证:精密磨削主要靠对砂轮的精细修整,使用金刚石修整工具以极小而又均匀的微进给(10~15mm/min),获得众多的等高微刃,加工表面磨削痕迹微细,最后采用无火花光磨。由于微切削、滑挤和摩擦等综合作用,达到低表面粗糙度和高精度要求。超精密磨削的特点是高精密、高效率和低成本:超精密磨削是当代能达到最低磨削表面粗糙度和最高加工精度的磨削方法。超精密磨削去除量最薄,采用较小修整导程和吃刀量来修整砂轮,是靠超微细磨粒等高微刃磨削作用,并采用较小的磨削用量磨削。超精密磨削要求严格消除振动和恒温及超净的工作环境。超精密磨削的光磨微细摩擦作用带有一定的研抛作用性质。使表面粗糙度Ra≤0.01μm,表面光泽如镜面的磨削方法,称为镜面磨削。
超高速磨削被誉为“现代磨削技术的最高峰”:超高速磨削技术能极大地提高生产率和产品质量,降低成本,实现难加工材料和复杂型面的精加工;高速高效数控磨削装备将以高效率、高精度、低能耗和高自动化等技术优势在制造业的竞争中发挥至关重要的作用。
超高速磨削实现高效率、高柔性、高精度加工:是通过提高砂轮线速度即磨削速度达到提高金属磨除率和质量的工艺方法,常将磨削速度为普通磨削速度5倍以上的高速磨削称为超高速磨削。超高速磨削是一种高效而经济地生产出高质量零件的现代加工技术,是应用高效率、高精度、高自动化、高柔性的磨削装备,提高磨削的进给速度,增加单位时间金属比磨除率和金属磨除率,使磨除率大为提高,能达到车削、铣削的金属磨除率甚至更高,是能极大地提高工件加工效率、加工精度和表面加工质量的先进制造技术。
国产替代逐个击破,新材料延展新需求数控磨床产销两旺,市场需求不断扩大
数控磨床产销两旺:数控磨床作为重要的工业母机之一,是磨削加工各种材料及复杂型面零部件的基础装备,其下游的细分行业数量众多。数控磨床是加工发动机、内燃机等工业机器重要零部件的关键设备,除汽车制造以外,工程机械、铁路机车、船舶制造等领域中均需要使用数控磨床加工曲轴、活塞环等核心零部件。在航空航天和国防军工等尖端领域,各种新材料、新技术、新产品的开发、加工、应用,如晶体、陶瓷、超硬材料、特种耐磨材料、金属新材料等,均需要数控磨床的投入,因此,精密、智能、新型的数控磨床在该类领域的市场需求不断扩大。
国产化率提升逐步提升:随着国产高端数控磨床得到市场的广泛认可,综合竞争力大幅提高,民族品牌开始崛起,高端数控磨床的国产化率将逐步提高。2021年我国数控磨床产量4006台,销量4043台,销售收入达16.6亿元;2022年产量约4232台。
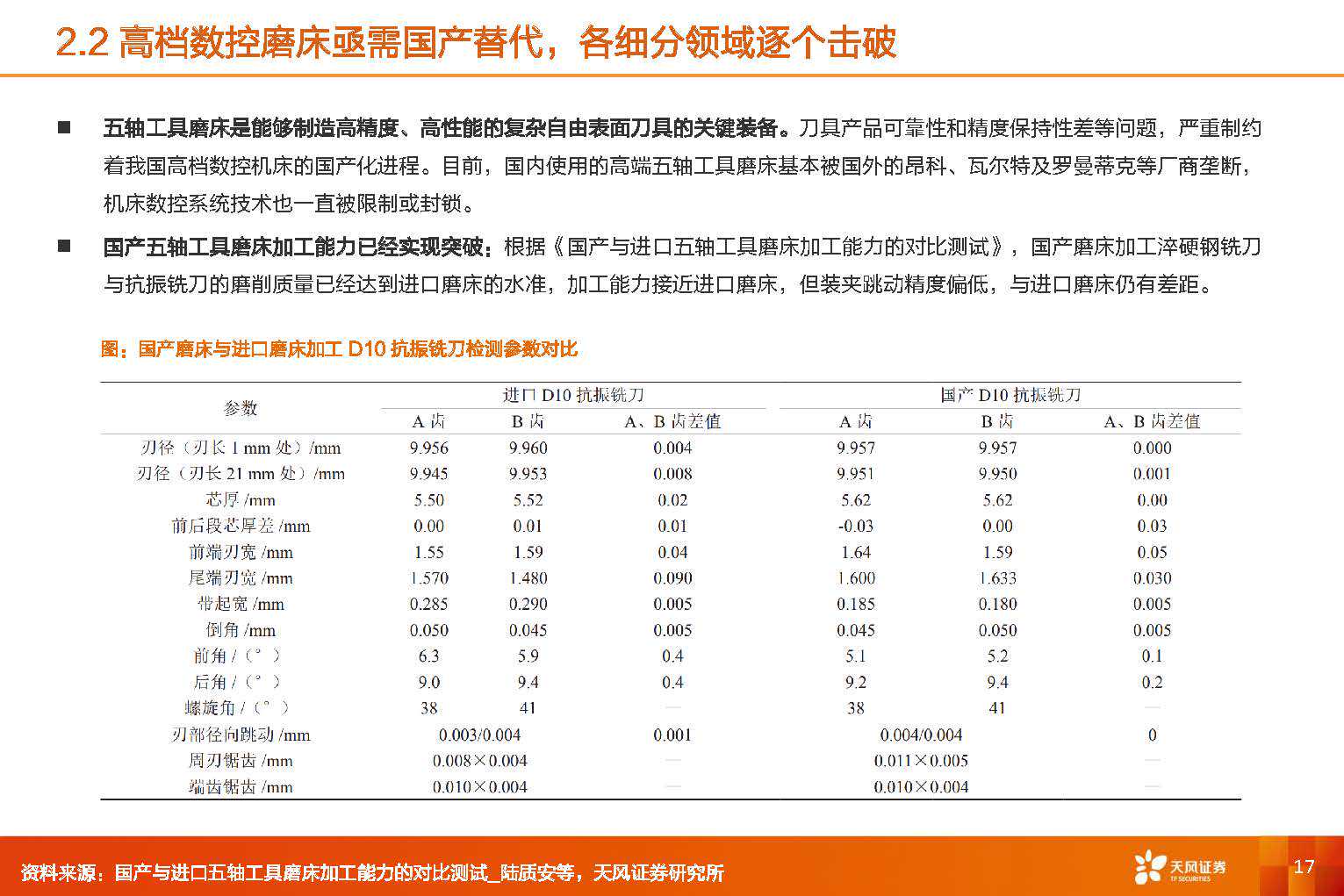
高档数控磨床亟需国产替代,进出口价值量差距仍明显
磨床进口额呈下降趋势,进出口价值量差距较大:根据海关总署数据统计数据,中国磨床进口额从2018年约12.9亿美元已经下滑至2022年约8.3亿美元,整体磨床进口额呈现下降趋势;但中国数控磨床进出口均价差别仍然十分显著,值得注意的是数控曲轴磨床出口均价与进口均价差距较小。
高档数控磨床进口替代提速,核心部件自给能力提高:我国制造业目前正在从“制造大国”向“制造强国”转变,未来“高端化、高利润”替代“薄利多销”是我国制造业的发展趋势,未来对高精度、高效率、高价值的高档数控磨床需求的占比也将越来越高。《中国制造2025》也明确提出“高端数控机床与基础设施装备到2025年国内市场占有率超过80%;主轴、丝杆、线轨等中高档功能部件国内市场占有率达到80%;高档数控机床与基础制造装备总体进入世界强国行列”。
德日领先高端磨床制造,国产磨床同质化严重
德日掌握高端磨床市场话语权:德国、日本位居磨床领域研发、设计、制造和应用方面技术最先进、经验最丰富的国家之列,在高端磨床产品市场上掌握着较高的话语权。国内磨床厂商数量较多且同质化严重,整体市场集中度不高,产品仍以中低端为主,目前规模靠前的内资磨床企业主要是国有企业、民营上市公司。磨床作为通用设备,客户分布领域广泛且数量众多,需求端的市场化程度较高,磨床厂商之间的竞争主要集中在技术实力、产品档次、性价比、交期等方面。
钛合金加工需求提升,研磨设备需求扩容
钛合金逐步导入消费电子,应用范围逐渐扩大:目前已发布的iPhone15Pro/ProMax和小米14Pro钛金属特别版中框首次使用航空级钛合金;根据Unwire网站的信息,三星GalaxyS24Ultra手机有望会采用钛合金材质;AppleWatchUltra2、三星GalaxyWatch5Pro、华为Watch4Pro手表均采用钛合金表壳。
钛合金加工难度大大提升,研磨需求大幅提升:钛合金的热传导率低、加工硬化严重、与刀具的亲和性高、塑性变形小。这些特性导致钛合金极难加工,因此对钛合金加工设备的要求提升。钛合金粗加工工艺完成后需要研磨抛光,提高工件精度及光洁度。因此钛合金中框加工时长是铝合金的约为3-4倍,当钛合金被广泛应用于3C电子产品时,磨床加工设备需求将同步提升,有望持续受益钛合金材料加工。
螺纹精密加工壁垒较高,精密丝杠打开成长曲线磨床为丝杠加工核心设备,人形机器人打开成长空间
磨削是高精度丝杠螺纹的主要加工方法:目前,常用的丝杠螺纹加工方法有冷轧、旋风铣削和磨削,其中磨削加工精度最高,而旋风铣削和冷轧多用于粗加工,因此磨削是高精度丝杠螺纹的主要加工方法。磨削是使用螺纹磨床高速旋转的成型砂轮对加工工件表面进行高速切削,使用磨削加工的滚珠丝杠最高可达到P1级。根据《面向精密螺纹丝杠的智能制造单元系统研究》的加工案例数据,磨削工序约占丝杠加工总时间38%。机械加工中各种内螺纹的加工占到孔加工工作量的50%,并且随着相关行业发展,对内螺纹的加工精度要求越来越高。
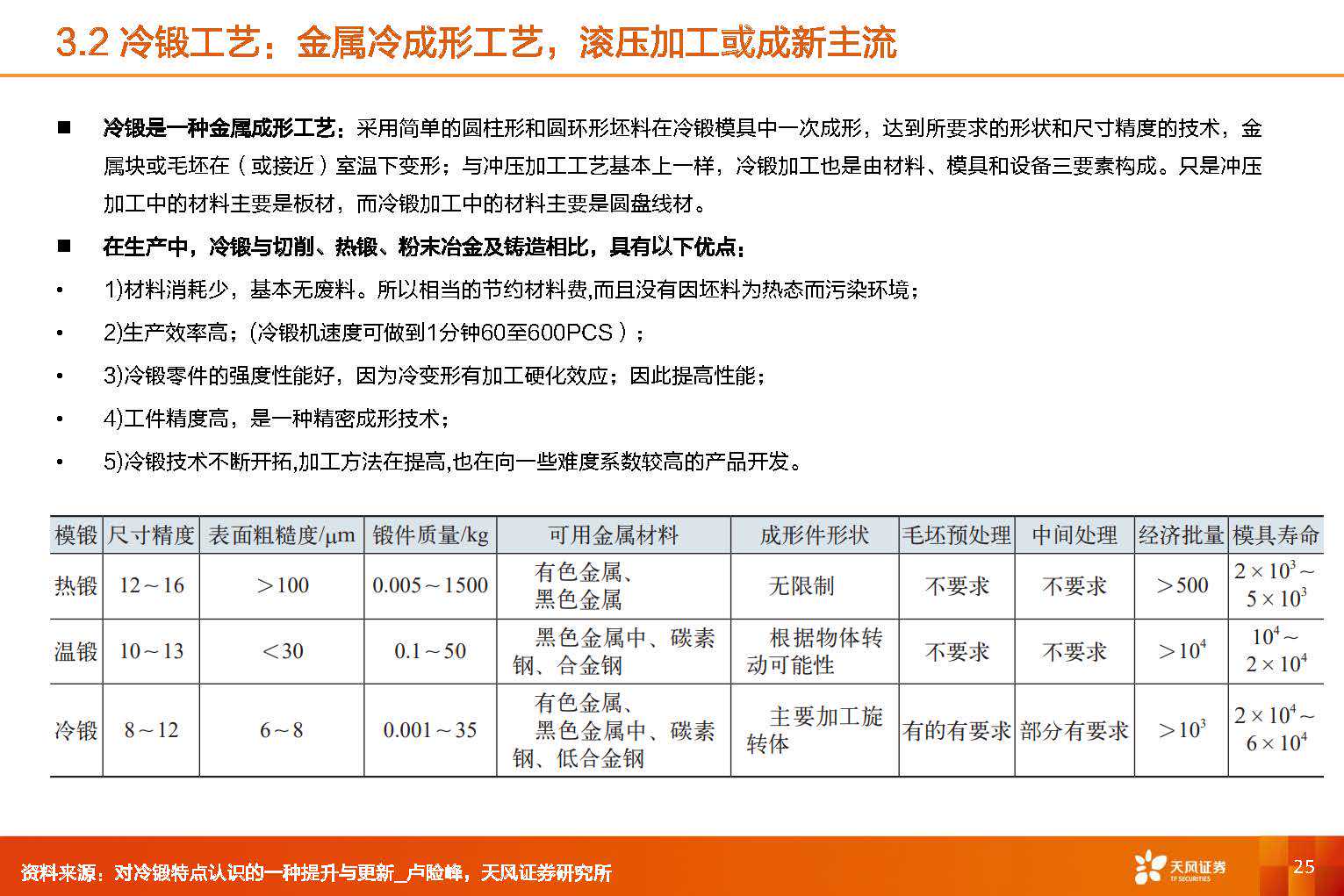
冷锻工艺:金属冷成形工艺,滚压加工或成新主流
螺纹加工最常用的方法是切削加工和滚压加工:切削方法工艺成熟,操作方便,但是效率低,且切断了金属的纤维,降低了零件的质量,因此它不能适应螺栓联接件数量大、质量高的需求。滚压螺纹是一种无屑加工方法,其实质是利用某些材料在冷态下的可塑性来进行加工,使工件在滚压工具压力的作用下产生塑性变形,滚制出相应的螺纹;不切断金属的纤维使金属塑性变形而形成螺纹。
滚压加工相对于切削加工具有如下优点:1)螺纹表面质量较好,表面粗糙度值较低;2)提高被加工件表层金属的硬度和强度,特别是牙底表面硬度有很大提高;3)经济效率比切削螺纹提高工效几倍至几十倍,易于实现自动化;4)滚压螺纹是无屑加工,可节省原材料;5)可加工无法用切削方法加工的细长螺杆;6)比切削螺纹具有更高的耐腐蚀性。
旋风铣:先进螺纹加工方法,加工效率更高
旋风铣是与普通车床配套的高速铣削螺纹装置:用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法;因其銑削速度高(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,典型的零件是医用接骨螺钉、植入物、进给螺杆、蜗轮和其他微型零件。
旋风铣加工效率高:螺纹旋风铣与螺纹铣削工艺类似,区别在于刀片安装在切削刀盘内部,而不是铣刀外部;螺纹旋风铣刀盘绕圆柱形零件旋转,在一次走刀中切出螺纹。螺纹旋风铣是一种高生产率方法,经常用于加工公差要求严格且需要快速生产的特殊螺纹牙型;表面粗糙度能达到,加工精度提高2级别,相较于传统加工效率可提升10倍以上,相较磨削工艺速度提高3倍,且干切式加工无需使用昂贵的切削液。
报告节选:



(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)