导语:
随着消费者以及环保对汽车的要求越来越高,针对螺纹紧固件的盐雾时间,涂镀层厚度及结合力越来越多样化。
螺纹紧固件的涂镀前尺寸显的越来越重要,传统的螺纹尺寸及公差带逐渐有了局限性,相应的非标涂镀前螺纹应运而生。
那么,针对涂镀前螺纹紧固件的尺寸,又该如何确定呢?
螺丝君,今天向各位推荐一篇镀前外螺纹紧固件尺寸及螺纹环规的设计,仅供参考!
以下正文:
带有镀层的螺纹紧固件使用越来越广泛,在螺纹紧固件上涂镀所需的材料,以满足不同的使用需要,而镀层种类及厚度的选择又是各不相同的。
这就要求加工螺纹紧固件时严格控制镀前尺寸及涂镀工艺,以满足镀后产品在要求的公差带范围内,达到配合的使用要求。
螺纹紧固件在镀前的加工及判定显得非常关键,直接影响螺纹紧固件涂镀后的配合及使用。下面,从控制涂镀前的加工尺寸及检测进行分析。
01镀前及镀后螺纹牙型的变化
镀前及镀后的螺纹牙型有何变化?
鉴于普通螺纹的公差都是向产生间隙的方向分布的,即内螺纹的尺寸只能增大,外螺纹的尺寸只能减小。
如图1所示为内螺纹工件镀前及镀后的牙型变化,图2为外螺纹工件镀前及镀后的牙型变化。
图中螺纹牙型为最大实体牙型,牙侧角为α,牙侧型面上的镀层厚度为δ。
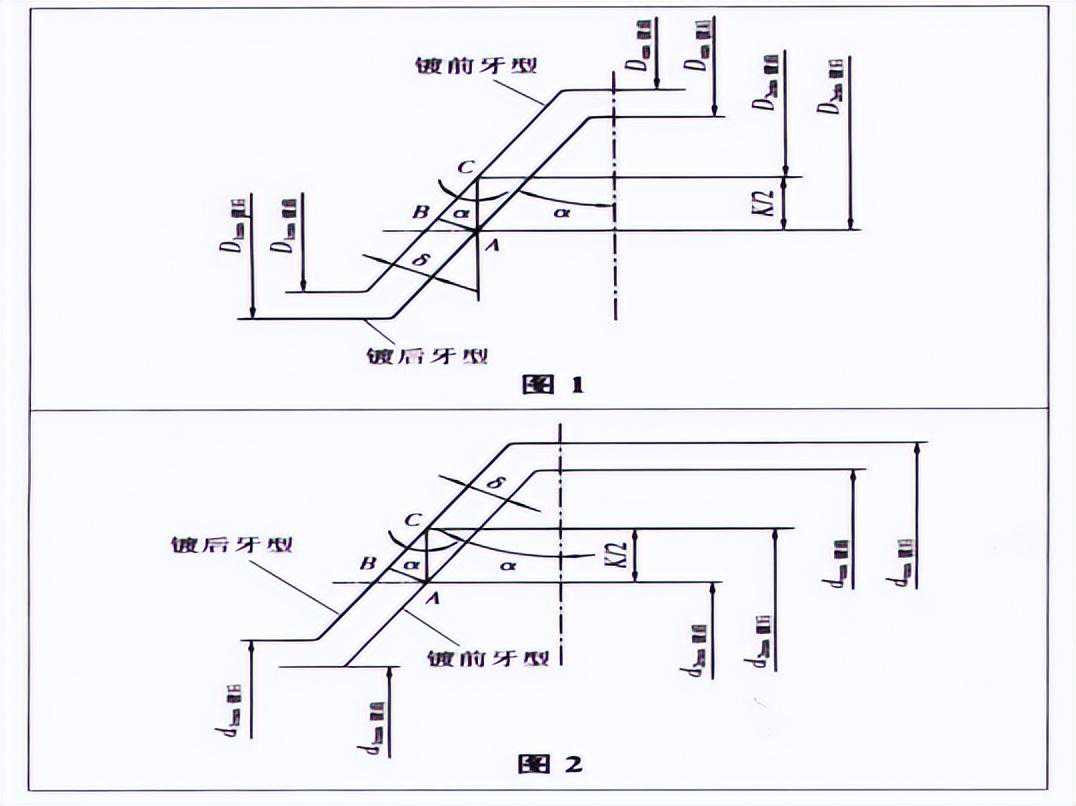
由图中可知在中径处,镀前螺纹向产生间隙的方向留出余量,镀前及镀后直径尺寸的变化为K,K值的确定如下:
在直角△ABC中AB=δ
∴AC=K/2=AB/sinα=δ/sinα
直径方向K=2δ/sinα
以螺纹牙型角为60°的普通螺纹为例,当牙型角为60°,α=30°,K=4δ。
由以上分析可得d2镀前=d2镀后-4δ。
02镀层厚度为标准值的镀前螺纹加工及检验
01镀前螺纹公差带的选择
为使镀后螺纹能顺利地旋合,必须在镀前螺纹上留出余量,用以容纳镀层材料。
具体地说:就是要为镀前螺纹选择一个合适的公差带位置。
由于镀层厚δ在中径方向为4δ,选择一个基本偏差大致等于4倍镀层厚度的公差带,利用这个基本偏差所提供的保证间隙容纳镀层材料就可以保证镀后螺纹能顺利旋合。
至于该公差带的公差等级则应由该螺纹的精度级别和旋合长度决定。
使用标准规定的镀层厚度时,镀前螺纹尺寸应符合GB/T197《普通螺纹公差与配合》的规定。
其公差带位置为:对外螺纹规定四种公差带位置:h、g、e、f标准的普通螺纹可容纳的镀层厚度取决于螺距和螺纹公差带的位置。
以M6×1为例:esf=-40μm,由上所述可知此时f偏差能容纳镀层δ=10μm。
02镀前螺纹的检验
对标准镀层电镀螺纹的镀前尺寸,要求使用所选公差带的通、止规分别进行检验,并必须合格。
因为只有通规通过才能证明确实留有所需的余量,只有止规能止才能证明单一中径的尺寸有保证。
由于螺纹的强度(尤其是外螺纹)主要是由镀前的尺寸来保证的,所以用止规检验是不可忽视的。
对于镀后螺纹,则只要求使用内、外螺纹H/h位置的通规检验即可。因为通规通过就可以实现镀后内、外螺纹的顺利旋合。
至于镀层厚度,一般不采用量规进行控制,是采用专门的控制电镀工艺的方法进行检验。
03镀层厚度为特殊值的镀前螺纹加工及检验
当标准镀层不能满足需要,镀层厚度为特殊值时,即g、e、f的偏差留出的余量不是所需要的时,必须依据实际镀层厚度δ确定镀前尺寸,镀后保证H/h位置的大、中、小径尺寸,以选定的δ为偏差设计此时的特殊镀前尺寸,相应的检测用镀前量规也为特殊专用。
01镀层厚度为固定值δ,工件加工及判定
螺纹工件需要涂附的镀层厚度为δ时,镀前工件尺寸如下:
外螺纹工件:dmax镀前=dmax镀后-4δ,d2max镀前=d2max镀后-4δ,d1max镀前=d1max镀后-4δ。大径、中径公差带Td、Td2在镀前及镀后的大小不变。
镀前工件螺纹尺寸及公差确定后,检测该镀前螺纹用的螺纹量规,须用专用镀前螺纹量规来判定,量规的具体尺寸由已确定的镀前工件尺寸作为被检螺纹,依据GB/T3934设计计算镀前螺纹量规尺寸即可。
02镀层厚度为δmax~δmin,工件加工及判定
螺纹工件需要涂附的镀层厚度为一定范围时,镀前尺寸是按δmax还是δmin设计呢?
具体分析如下:
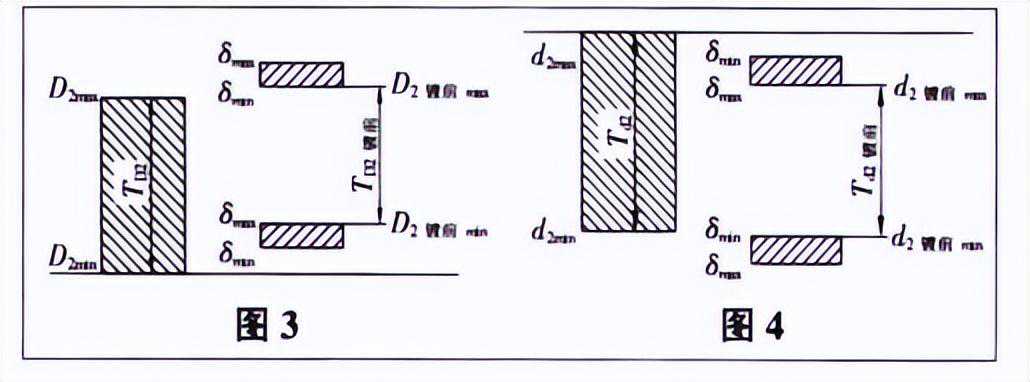
01外螺纹工件的尺寸变化,以镀后中径为d2min、d2max及Td2为例,镀前及镀后如图4所示。
(1)在d2min处设计镀前尺寸就有两种
d2镀前min=d2min-4δmax
d2镀前min=d2min-4δmin
当实际镀层为δmax时,可得镀后尺寸
d2镀后=(d2min-4δmax)+4δmax=d2min(符合镀后尺寸)
d2镀后=(d2min-4δmin)+4δmax=d2min+4(δmax-δmin)(符合镀后尺寸)
当实际镀层为δmin时,可得镀后尺寸
d2镀后=(d2min-4δmax)+4δmin=d2min-4(δmax-δmin)(此项超差)
d2镀后=(d2min-4δmin)+4δmin=d2min(符合镀后尺寸)
由此可得:
在d2min处按δmax设计镀前尺寸,而实际镀层为最小镀层时,则镀后尺寸将小于d2min,不符合镀后的设计要求,也就是在d2min处镀前尺寸的设计只能调整为如下:d2镀前min=d2min-4δmin。
(2)在d2max处设计镀前尺寸也有两种
d2镀前max=d2max-4δmax
d2镀前max=d2max-4δmin
当实际镀层为δmin时,可得镀后尺寸
d2镀后=(d2max-4δmax)+4δmin=d2max-4(δmax-δmin)(符合镀后尺寸)
d2镀后=(d2max-4δmin)+4δmin=d2max(符合镀后尺寸)
当实际镀层为δmax时,可得镀后尺寸
d2镀后=(d2max-4δmax)+4δmax=d2max(符合镀后尺寸)
d2镀后=(d2max-4δmin)+4δmax=d2max+4(δmax-δmin)(此项超差)
由此可得:
在d2max处按δmin设计镀前尺寸,而实际镀层为最大镀层时,则镀后尺寸将大于d2max,不符合镀后的设计要求,也就是在d2max处镀前尺寸的设计只能为d2镀前max=d2max-4δmax。
因此可得:
d2镀前min=d2min-4δmin,d2镀前max=d2max-4δmax,Td2镀前=Td2镀后-4(δmax-δmin),
同时可有如下关系式:
d镀前min=dmin-4δmin,d镀前max=dmax-4δmax,Td镀前=Td镀后-4(δmax-δmin);d1镀前min=d1min-4δmin,d1镀前max=d1max-4δmax,Td1镀前=Td1镀后-4(δmax-δmin)。
02镀前螺纹尺寸确定后,可以得出镀前尺寸公差带比镀后的都被压缩了,减小量为4(δmax-δmin)。
检测此时的工件螺纹时,被检测的螺纹尺寸以镀前尺寸为依据,公差以镀前的尺寸公差为检测公差,再依照普通螺纹量规标准GB/T3934设计专用镀前螺纹量规。
计算此专用镀前螺纹量规时,须按照Td2镀前选择螺纹量规的中径公差和各项位置要素,将已确定的镀前螺纹尺寸d镀前max、d2镀前max、d1镀前max及Td2镀前代入量规的大径、中径、小径计算公式进行计算,就可得到镀前螺纹量规的设计及加工尺寸,用该专用镀前量规检测镀前螺纹工件,既可保证工件所需的涂镀层空间,又可以保证镀后的使用要求。
需要注意的是:
在计算镀前螺纹环规及校对塞规时,镀前通端小径及校对规小径尺寸应依据外螺纹在最大尺寸处的镀层设计采用δmax,即D1镀前min=D1min-4δmax,而镀前止端小径及校对规小径尺寸应依据外螺纹在最小尺寸处的镀层设计采用δmin,即D1镀min=D1min-4δmin,保证被检内、外螺纹在小径处不发生干涉即可。
按上述方法检测控制带镀层的螺纹紧固件,保证了外螺纹在电镀后使用需要,方便准确,满足螺纹紧固件的设计。